Introduction:
Diamond blades represent one of the quickest, neatest and most accurate way of cutting a wide range of paving materials, from very hard clay paviors through progressively softer and more abrasive products such as concrete paviors and natural stone , all the way to the most abrasive material; asphalt.
When selected and used correctly, they will provide the user with a good working life, good cutting speed and genuine value for money. Conversely, when the wrong type of blade is selected or if the blade is abused, then the user can very easily lose money by damaging the blade or wearing it out very quickly. This feature produced in association with a leading blade supplier, sets out to explain in simple terms how a blade works and aims to help users select the right blade for their requirements.
Diamond blade anatomy:
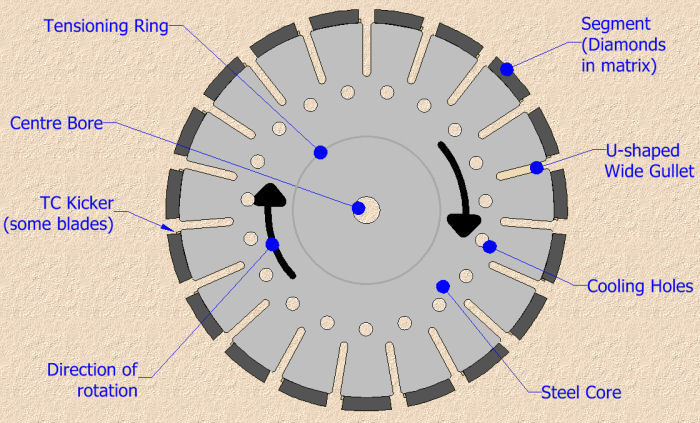
There is a wide range of diamond blades on the market, but there are features that are common to most, if not all, blades and these are identified here.
Essentially, diamond blades work by having a cutting edge of tiny diamonds. Diamond is the hardest known material, which means there's nothing it won't cut. Obviously, having a blade that was 100% diamond would be slightly expensive, and why have diamond where it's not doing any good? So, the diamond particles are embedded within a holding matrix, which is then affixed to the steel core. The quality and quantity of the diamonds is critical, of course, but the quality of the matrix is equally important. Good diamonds in a poor matrix is a waste. And similarly, a reliable, high quality steel core will help ensure the blade runs true for longer.
See! There's more to it than you originally thought!
Choose The Right Blade
There are a few key points to bear in mind when selecting a diamond blade, and probably the single most important tip is to use the correct blade for the material being cut.
Recommended:
- Identify the material that is to be cut; most blade manufacturers will have a chart which shows which of their blades are suitable for which material.
- If a blade is to be used to cut more than one material, for example, concrete blocks and asphalt, then determine which material will be cut most often and buy a blade suitable for that material.
- Once the correct type of blade has been identified, decide which quality or price bracket is most suitable. It's important to understand that quality isn't always determined by price. Many merchants load on a heavy profit margin.
- In theory, the more expensive blades should cut faster and offer a longer service life which often means they offer better economy and value for money than cheaper blades which will probably not cut as smoothly or efficiently or for anywhere near as long
- Always use a reputable supplier who is able to advise as to which blade is most suitable for any particular job or material
Match the Blade to the Material:
There's a tendency to believe that all paving materials are hard (after all, we refer to it as 'Hard Landscaping') and so as long as a reasonable blade is used, it will cut. However, there is enormous variation in just how hard and abrasive are the various materials we use for paving. And just because a material is hard, doesn't necessarily mean it is abrasive.
Bear in mind:
- Asphalt is highly abrasive and can wear blades extremely quickly. If cutting a lot of asphalt always use an asphalt blade .
- Green concrete is also highly abrasive and an asphalt blade or green concrete blade should be used to get the best life.
- Sandstone and most other natural stone is abrasive but not as abrasive as asphalt, therefore the best blade would normally be described as suitable for medium or moderately abrasive materials
- Concrete Block Pavers (CBPs) are also abrasive and require a blade for medium or moderately abrasive materials
- Concrete Tactile Paving is very similar to CBPs and requires a blade for medium or moderately abrasive materials
- Concrete Flags/Slabs are generally not as abrasive as CBPs but in some instances the aggregate within the flag can make them quite hard. In this case a good Universal Concrete Blade would be the most suitable
- Granite setts , kerbs, flags and Clay Paviors are very hard and require a blade with a softer segment. A blade that is suitable for cutting granite or clay paving will wear out extremely quickly if used to cut any of the more abrasive materials above.
- Ceramic or Porcelain paving is exceptionally hard and relatively brittle. Use of a hand-held cut-off saw can be tricky - a bench-mounted saw is much better - and a segmented blade can cause the paving to shatter. Opt for a Continuous Rim Porcelain Blade for best results

Identifying Quality:
It's all well and good being told to use only good quality blades, but just how do you know that the blade being offered is actually any good at all?
Look out for the following:
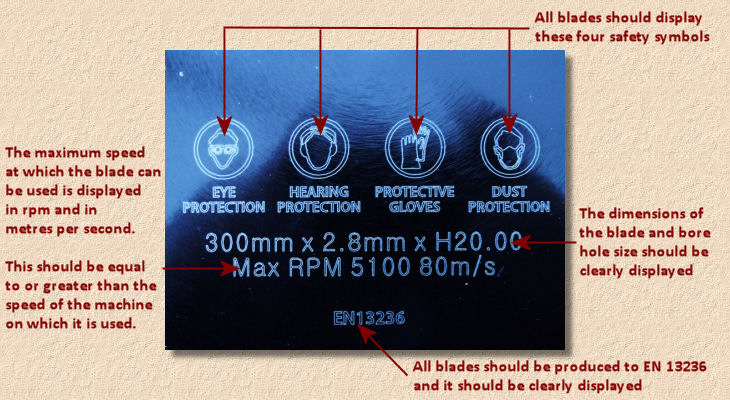
- All blades should be produced in compliance with EN 13236
- Blades should carry the necessary health and safety instructions, blade dimensions and maximum speed (rpm).
- On better quality blades this information will be engraved and not screen printed as it is with many cheap imports.
- In addition to the above, some blades carry an OSA identification number.
- OSA (Organization for Safety in Abrasives) membership requires that products meet or surpass the CEN standards for Safety Requirements in Abrasives. Stipulated testing procedures ensure that these standards are maintained. Only the fulfilment of these requirements gives members the right to mark their products with the OSA label.
- Try to get a blade that is Laser Welded
- Laser welding is the method used to secure the diamond segment to the steel core. As this adds cost to the manufacturing process it tends to be mainly used in the higher value, better quality products
- Better quality blades are quite specific in the range of materials that they will cut. If cutting a lot of one type of material, always try to get a blade that is designed for that particular material as general or multipurpose blades always compromise on service life, on cutting speed or both.
Features and What They Really Mean:
Amongst the plethora of blades now on the market, manufacturers and distributors often make grand-sounding claims for their products, but what do they actually mean and arte they actually relevant?
A few of the trade secrets revealed:
Deep Segments
Many blades will feature so-called deep segments (sometimes up to 17mm) and this feature is regularly used to convince users that the blade will give good service life but often the diamond within each segment is at a lower concentration and of a lower grade than that used in a standard segment and so it will not offer any genuine advantage.
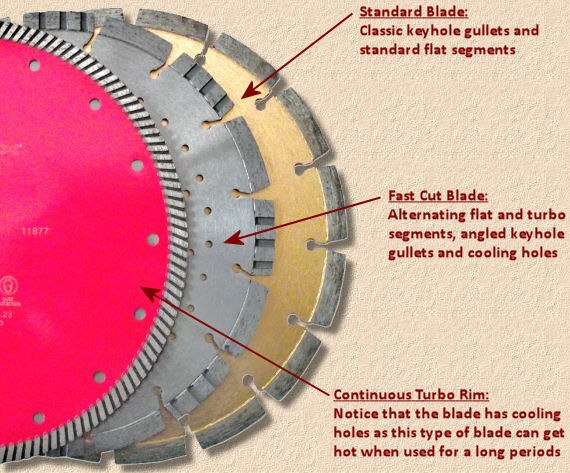
Turbo Segments
Turbo Segments are used because they can extend the life of a blade by removing the slurry more quickly and in some instances they cut more quickly because there is actually less surface area to the segment. In recent years this type of segment has been used more often as many users perceive a blade of this type to be better quality. This is not always the case.

Cooling Holes
These are really only needed when cutting hard materials or when using a continuous rim blade as they do actually help to keep the blade cool and prevent the steel core from losing essential tension. Again cooling holes are often used to give diamond blades the appearance of being better quality than they actually are.
Multi Purpose Blades
These all-rounders often claim to be able to cut any construction material including steel. In reality they usually have quite soft segments which allow them to cut harder materials and deeper segments to disguise the fast wear rate. Generally speaking a blade of this type will not offer very good service life when cutting materials such as CBPs or natural stone.
General Purpose Blades
This type of blade tends to be at the cheaper end of the scale. Normally a general purpose blade would have a segment of medium hardness which means that it is suitable for cutting a range of building materials but it would not be very good for hard materials or abrasive materials.
Sintered Blades
Sintering is a cheaper manufacturing process and sintered blades do not have the extra security of the laser weld. Although this type of blade complies with all the regulations, it is generally considered to be not as secure as laser welded blades and so it tends to be used on cheaper blades.
Safe Use of Diamond Blades
Any object whizzing around at several thousand rpm is potentially dangerous, and diamond blades are no exception. Safe usage is not just common sense: it can actually make the cutting task easier and extend the service life of a blade.
Safety advice:
- Before using a cut-off saw always check:
- The machine is in good, safe condition and that it complies with all safety requirements
- All guards are undamaged and are in place
- The machine flanges are of equal size and free from burrs
- Always check that the blade:
- Is free from cracks or any other damage
- Is the correct blade for the application
- Has the correct bore size
- Has the correct peripheral speed for the machine on which it is to be used
- Is mounted correctly with the directional arrow pointing the right way
- When cutting always:
- Start and run the machine to check for smooth running
- Place the blade onto the material. Don't press down or force it: the weight of the machine is adequate pressure
- Cut with a slow sawing or reciprocating motion, do not turn or twist the blade in the cut
- Use several passes to cut to the required depth. Don't drop the blade to its full depth in one pass. With a 300mm blade a cut of 25mm depth is fine.
- Periodically remove the blade from the cut and allow it to rotate & "air cool" for several seconds
- Dust suppression is mandatory. If wet cutting, ensure there is an optimum water supply:
- Too much could result in the blade polishing
- Too little could result in a paste forming which may cause the blade to stick or jam
Fault Diagnosis
Life isn't perfect and all things develop faults over time, no matter how good they were to start off.
Here is a guide to the most commonly encountered faults and their suggested remedies:
Undercutting
This is the premature wear of the steel blank or core beneath the diamond segment
It normally occurs when cutting highly abrasive materials such as asphalt, 7N concrete blocks or green concrete Persistent use in this scenario can result in segment loss
Correct blade selection should prevent problem from occurring

Glazing or polishing
As a diamond blade is used, the exposed diamond grit begins to wear
- The matrix or bond which contains the diamond should also begin to wear in order to expose the next set of diamonds and so continue cutting
- If the matrix does not wear back, then there will come a point where there is no diamond exposed, and so the blade will slow down and eventually stop cutting
- The cutting edge of the blade will feel smooth: this is known as glazing or polishing
Possible causes:
- The Matrix or Bond is too hard for the material it is cutting - select the correct blade
- The machine is not powerful enough for the specification (a problem experienced more with professional blades and saws)
- The blade has been mounted back-to-front with the rotation arrow the wrong way
Segment Loss
May be caused by the following:
- The blade has been twisted within the cut, causing it to jam
- The metal blank has undercut (see above ), which can erode the laser weld
- The segment is too hard for the material it is cutting, which creates a hammering action
- The blade has been dropped and damaged the weld
- Inadequate water supply has created excessive heat

Overheating
This typically happens when cutting harder materials and the blade will often have a "blueing" discolouration on the segment or blank. Further, the edge of the segment will feel smooth when cool ( polishing )
Overheating is most likely to be due to one or more of the following:
- The blade is too hard for the material being cut and is no longer actually cutting
- Excessive pressure is being placed on the machine to force it through the material
- The blade may be cutting too deep in a single pass
- Insufficient water is being used
Continued use may cause the segment to melt and will create a mushrooming effect on the trailing edge of the segment
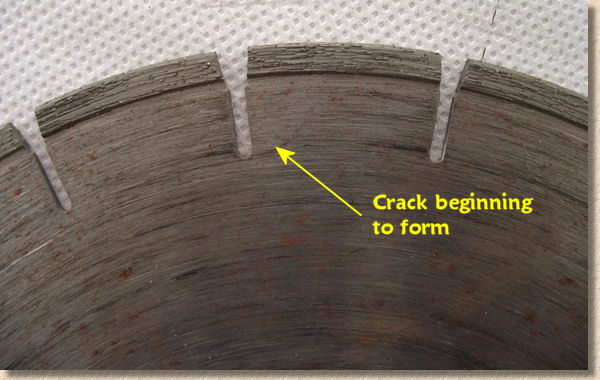
Overheating can lead to cracks in the segment or blank, loss of tension or segment loss
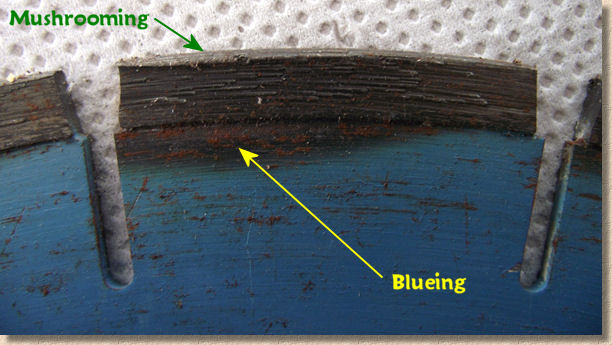
The blueing effect occurs after the blade has polished and overheated
Cracks in the segment or steel blank
Usually caused by the following:
- Blade segment may be too hard for the material being cut
- Blade may have polished and is hammering in the cut
- Blade may have been dropped
Select the correct blade for the material being cut
Short blade life
Generally caused by using a bond which is too soft for the material being cut. This can be rectified by selecting the correct blade for the application
It typically happens when cutting more abrasive materials such as asphalt, low strength concrete blocks or sandstone
The use of water to wash away abrasive slurry can extend life of the blade
Blade wobble
This is usually due to a loss of tension in the steel blank or core. Loss of tension usually results from:
- Overheating of the steel blank
- Blade is too hard for the material being cut
- Blade is rotating on spindle due to it not being properly secured
- Flanges are not of equal diameter
- Blade is not being used at the correct speed
If all the above have been checked and the blade still doesn't run true, then it must not be used further
Note that the blade may appear to be flat when removed from the machine
The blade will jam in the cut if it is continued to be used when in this state
Blade cutting out of round
Most commonly resulting from segments having worn more on one side than the other
Possible causes
- Machine spindle and bearings may be worn causing the blade to run eccentrically
- Machine shaft may be worn, bent or grooved
- Blade may not be mounted correctly
Some of the above content was originally provided by Pulvex